今までの三次元測定機や、投影器、レーザ顕微鏡では不可能な複合測定こそが、MLP-3 が得意とするフィールドです。ポイントオートフォーカスプローブと、回転を含めた各軸の制御により、測定者を悩ませていた問題を解決します。
MLP Series
全周三次元測定装置
非接触全周輪郭測定
複雑形状の全周輪郭

軟性ワークや透明体
形状と表面性状

切削工具測定
設計値との比較
特長
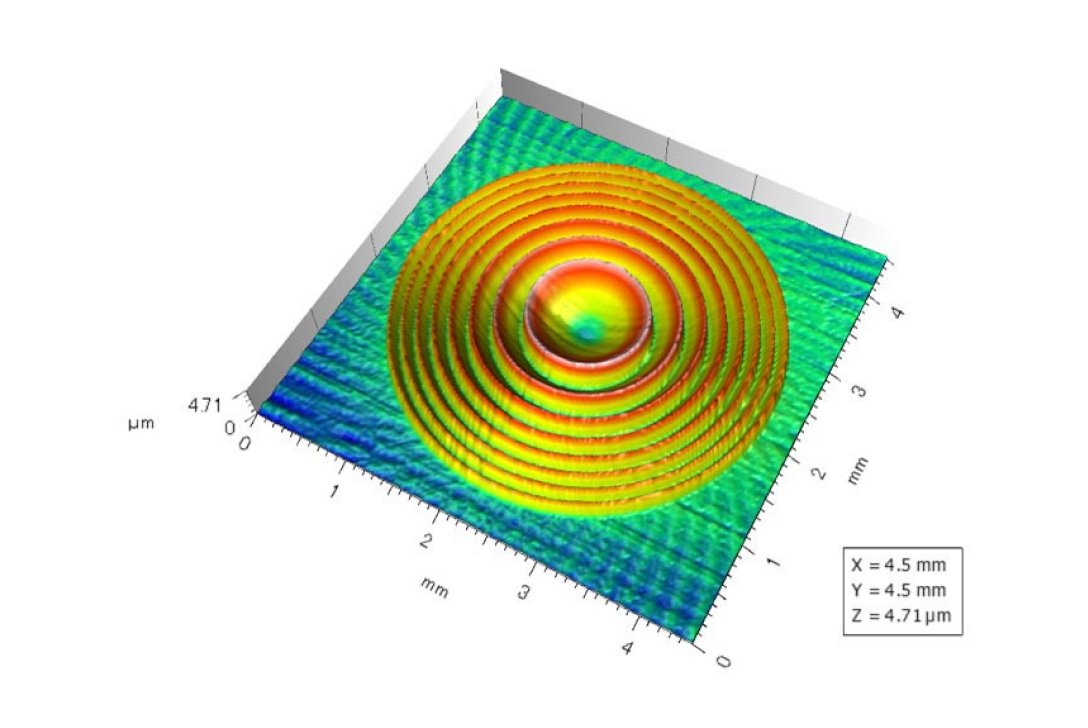
表面の色/反射率に依存しない高精度測定
表面の反射率僅か0.5%程度のコーティングガラスから反射率90%以上の鏡面までダイレクトに計測することが可能です。

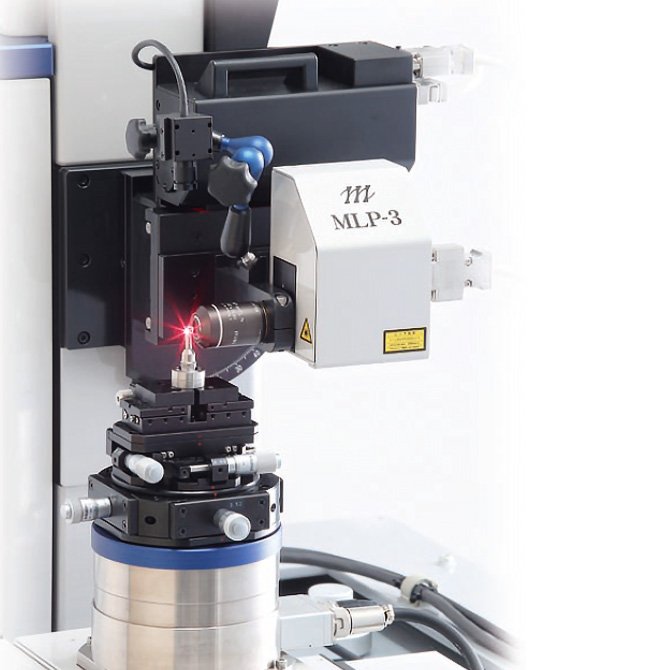
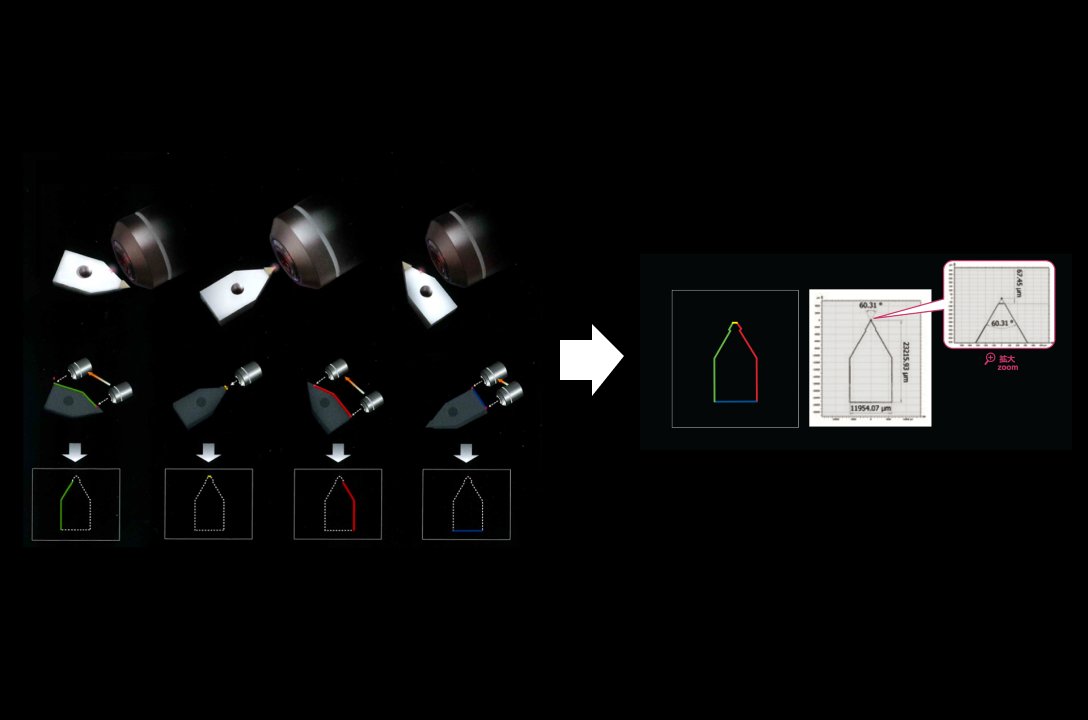
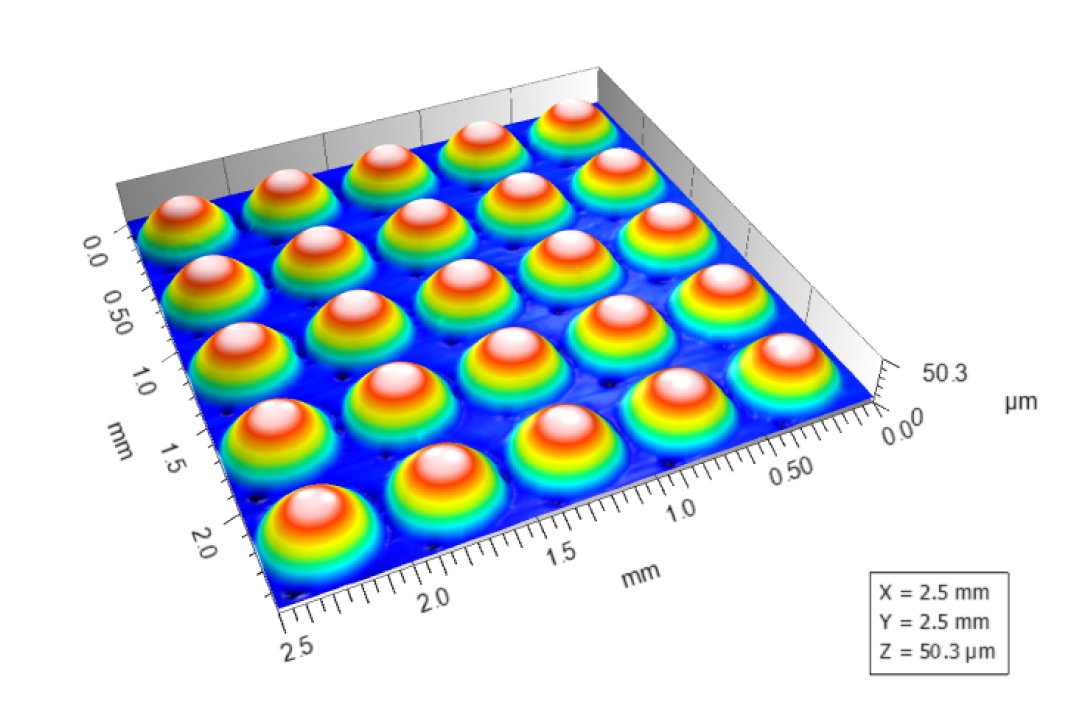
あらゆる方向からのアプローチが可能
ワークに合わせた最適な方向からのアプローチで、断面・三次元形状を定量的に高精度測定


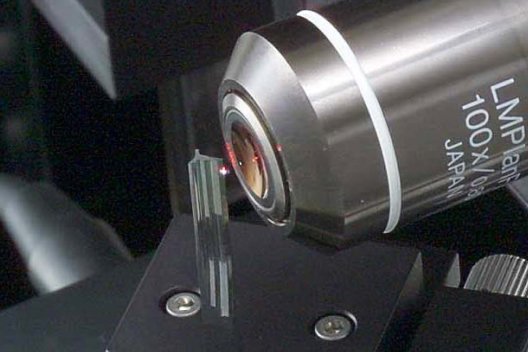
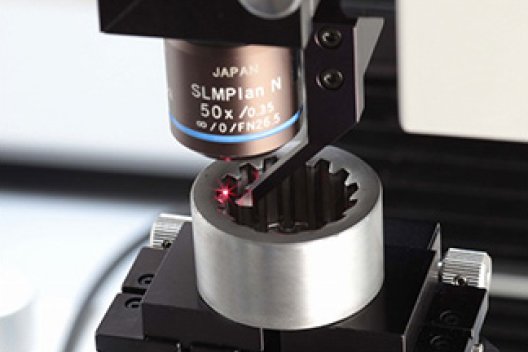
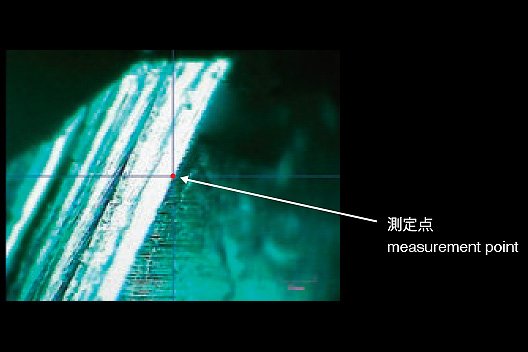
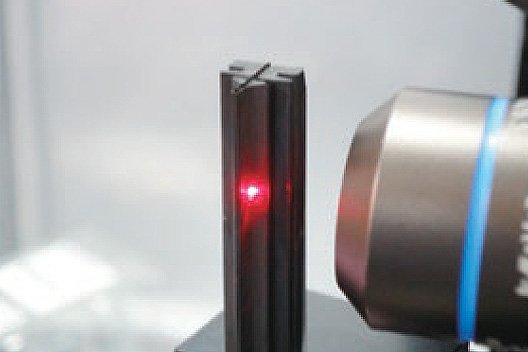
測定箇所の観察が可能
内蔵カメラにより測定点のレーザスポットとワーク表面 の観察が常に可能で、測定箇所を正確に把握して測定を行うことが可能。
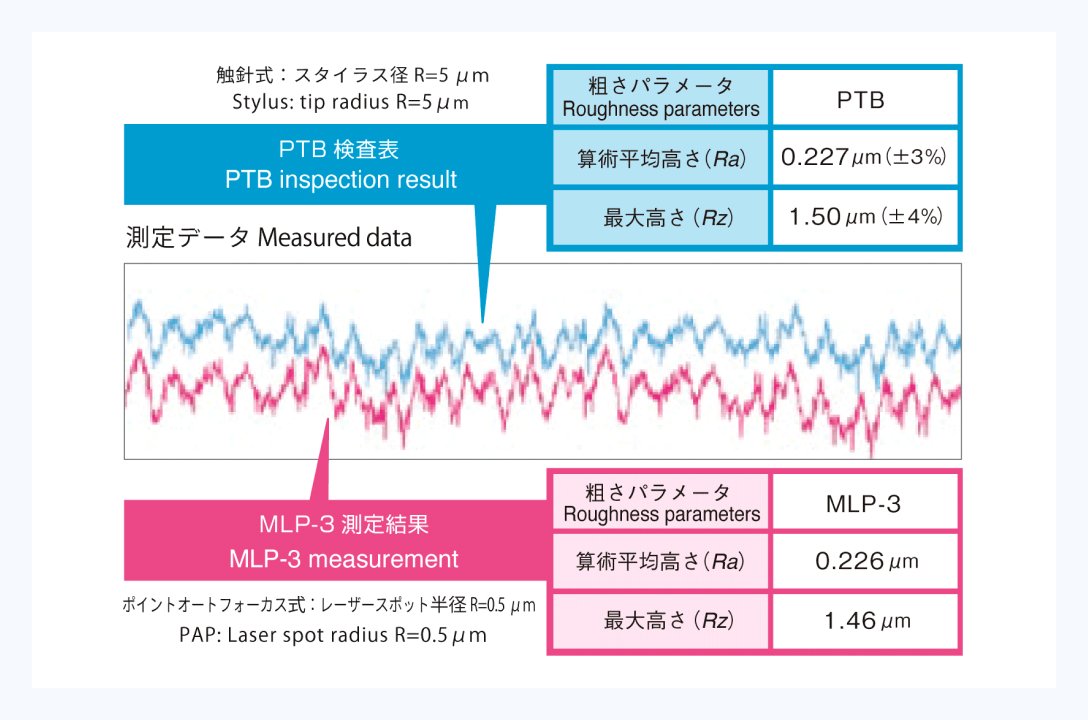
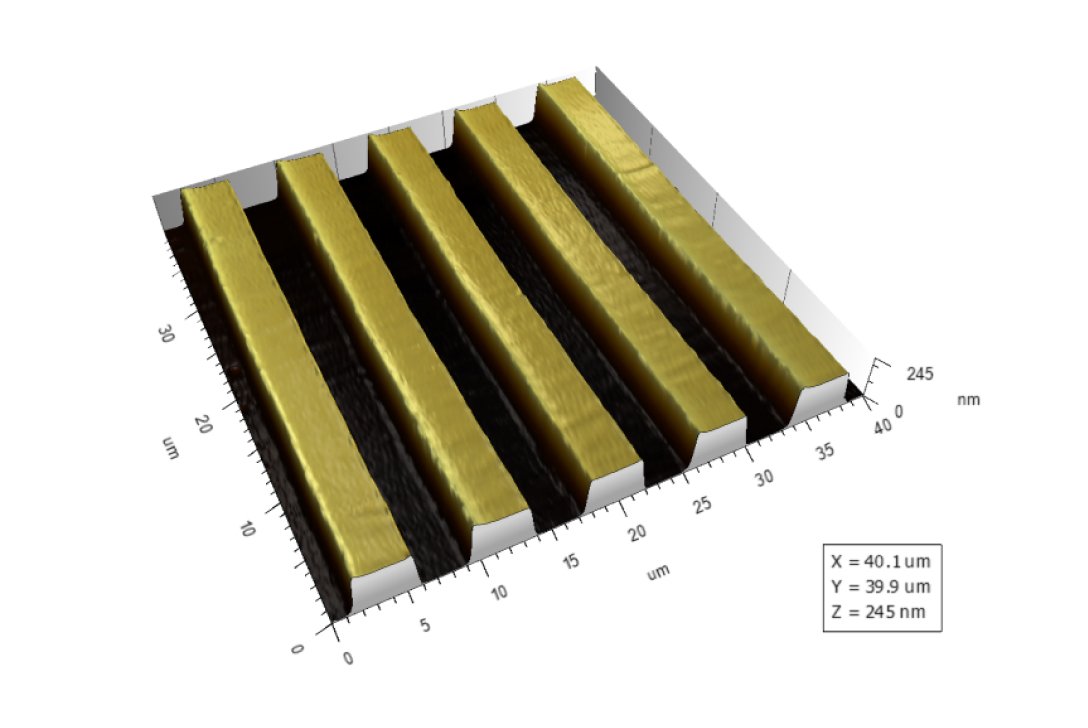
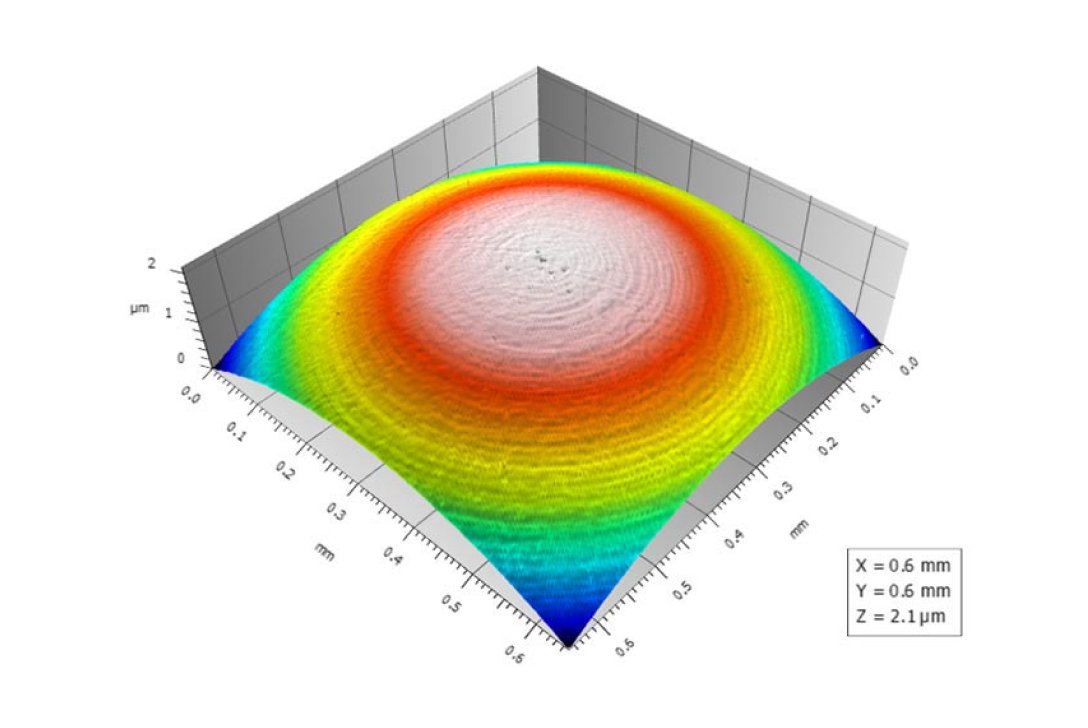
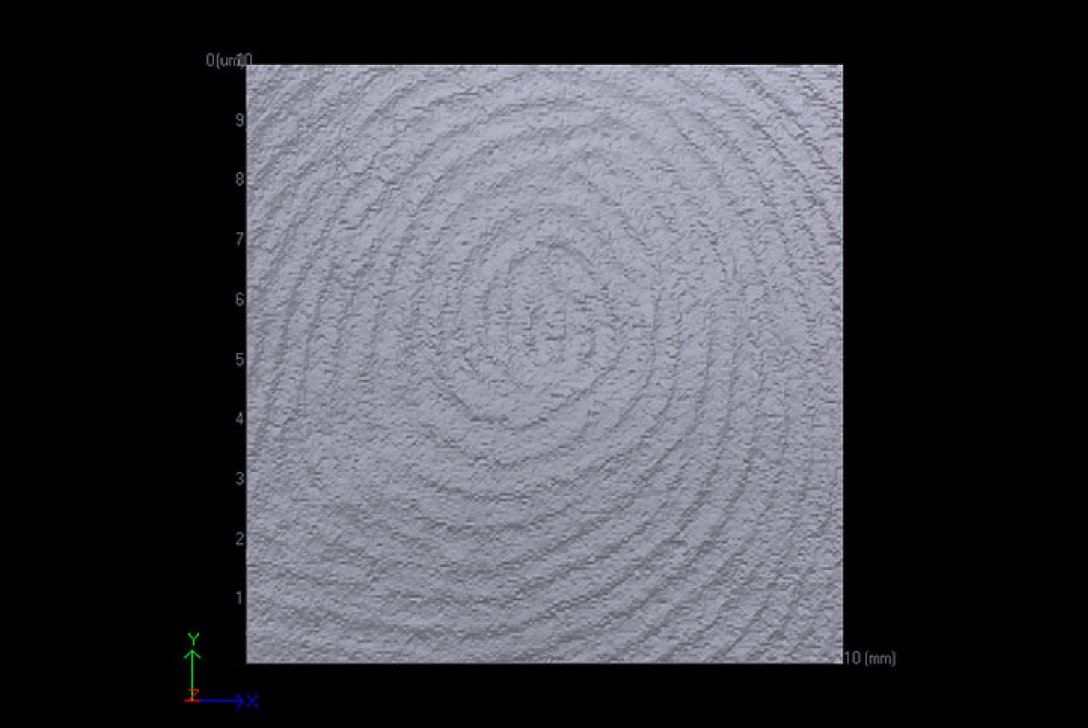
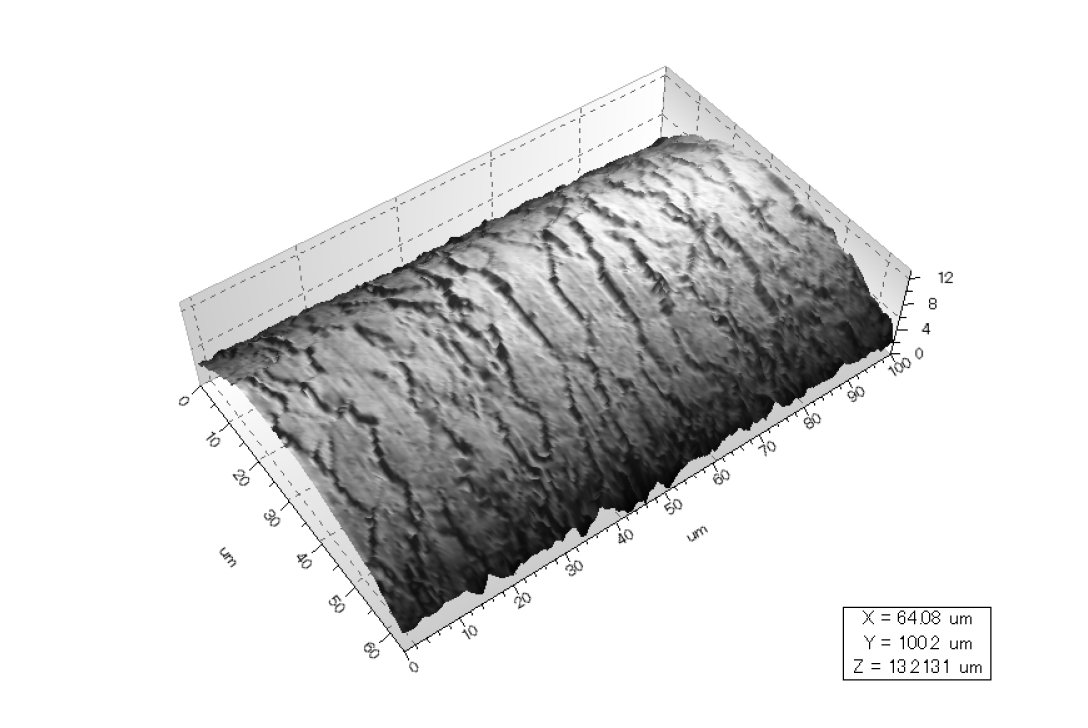
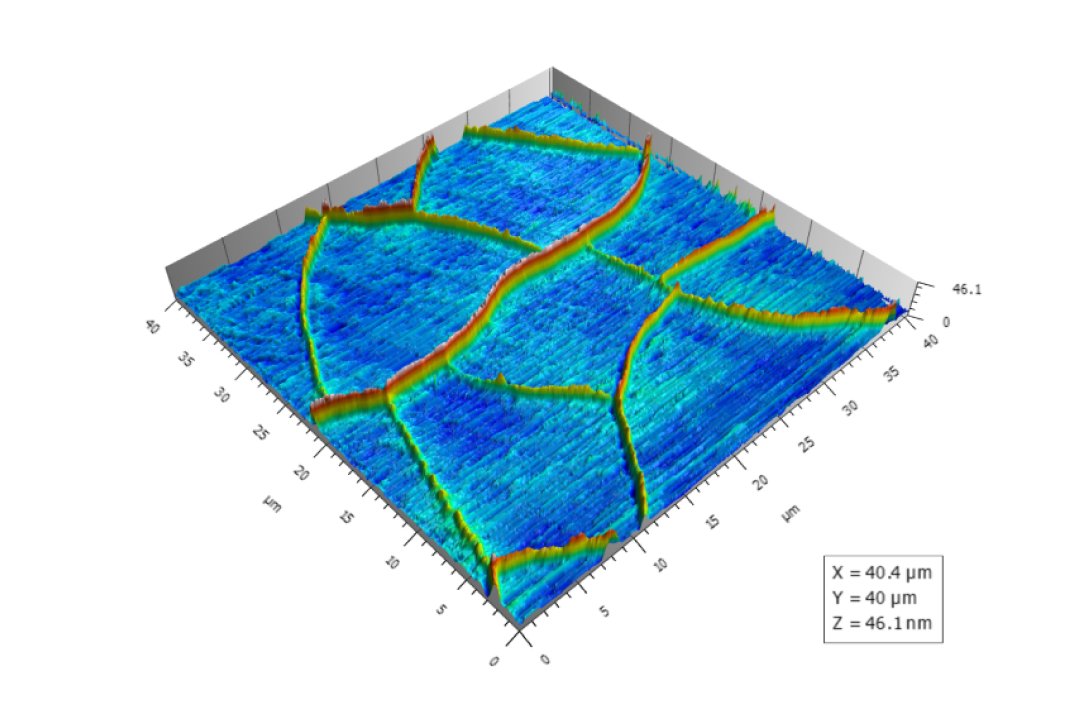
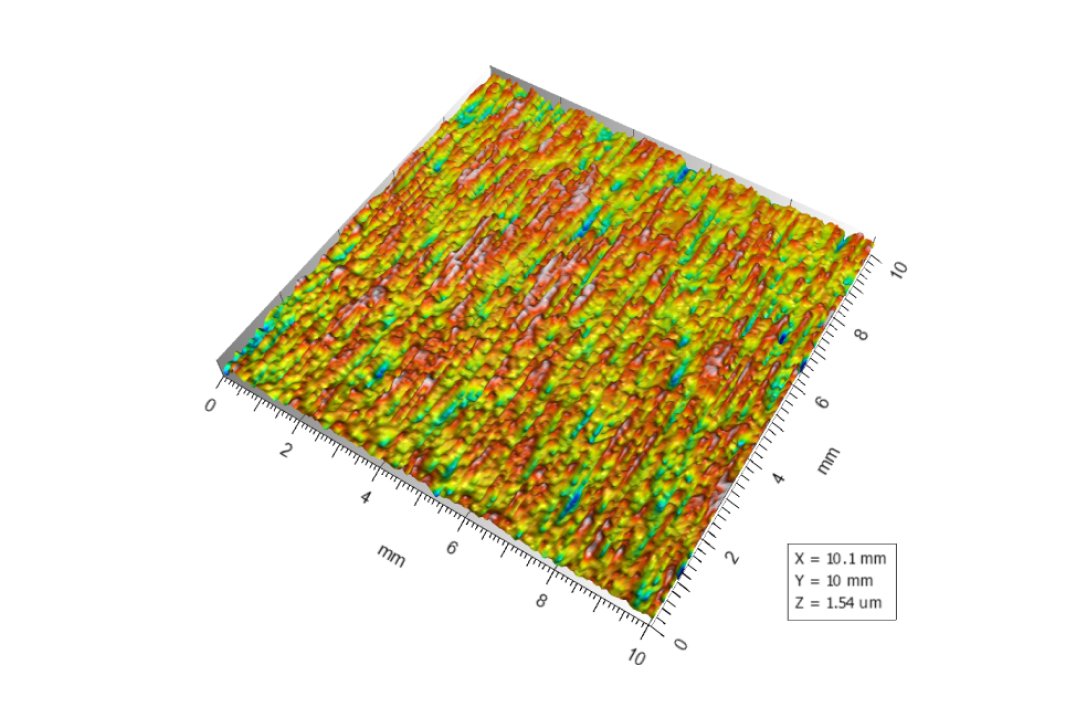
粗さ測定にて国際基準と高い相関性
ポイントオートフォーカス式は触針式の粗さ測定と高い相関性を持ち、信頼性の高いデータを取得できます。

・粗さ標準片:TypeD1(ISO5436-1)
・校正機関:PTB(ドイツ)
・測定法:触針式
・スタイラス径:5μm
・評価長さ(ln):4 mm
・カットオフ値(λc):0.8 mm
・校正機関:PTB(ドイツ)
・測定法:触針式
・スタイラス径:5μm
・評価長さ(ln):4 mm
・カットオフ値(λc):0.8 mm
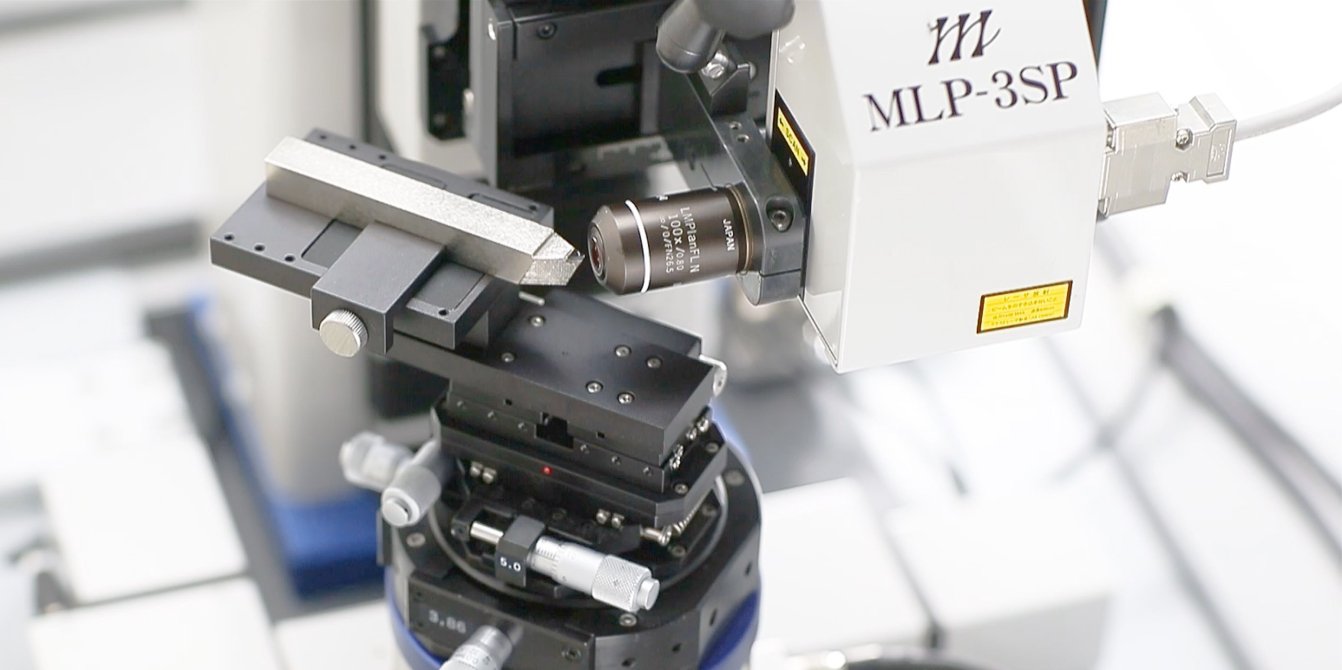
全周測定を可能にしたMLP-3
完全非接触のポイントオートフォーカスプローブと高精度の 5 軸ステージとの組み合わせにより、 あらゆるワークの全周サブμm 形状測定が可能。
測定課題の解決
測定者の悩み
切断しないと全周の輪郭が評価できない
MLP-3が解決
ワーク形状に応じた最適な方向からのアプローチで全周の輪郭測定が可能。
測定点を確認しながら操作できるメリットを生かし、任意の場所の全周輪郭形状が簡単に得られます。
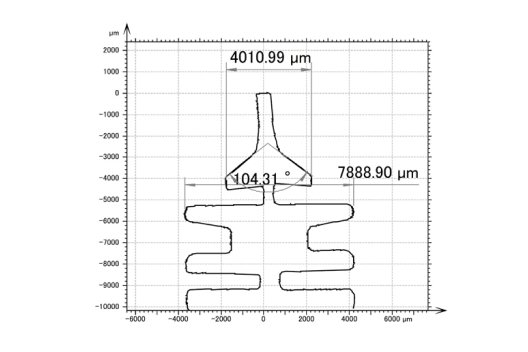
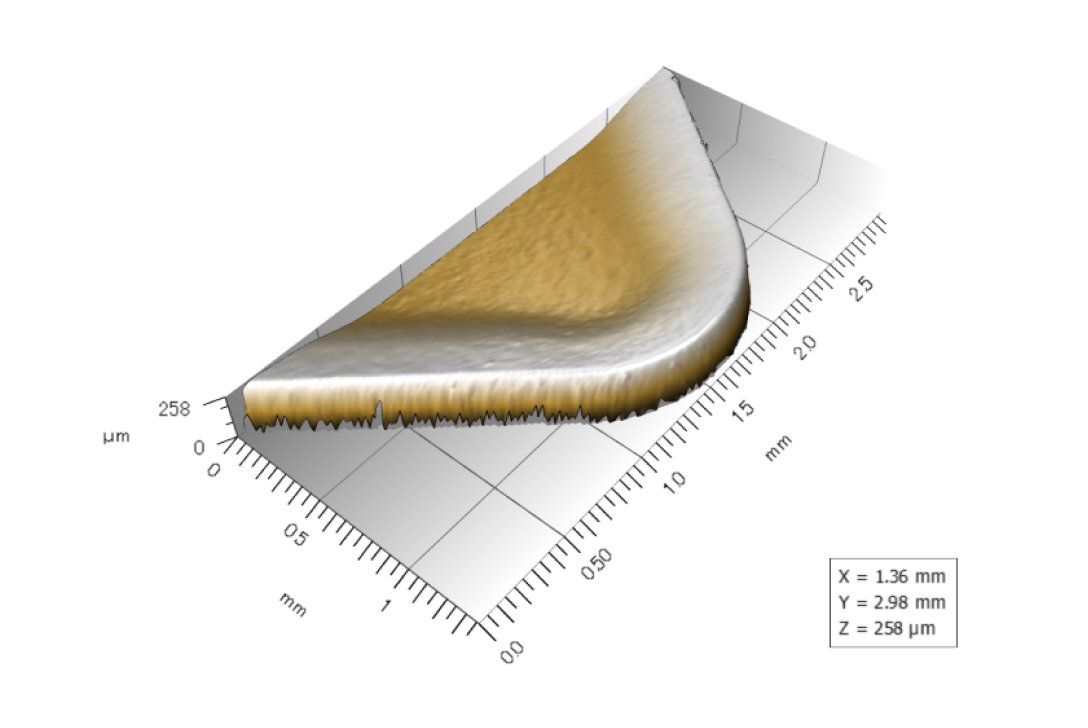
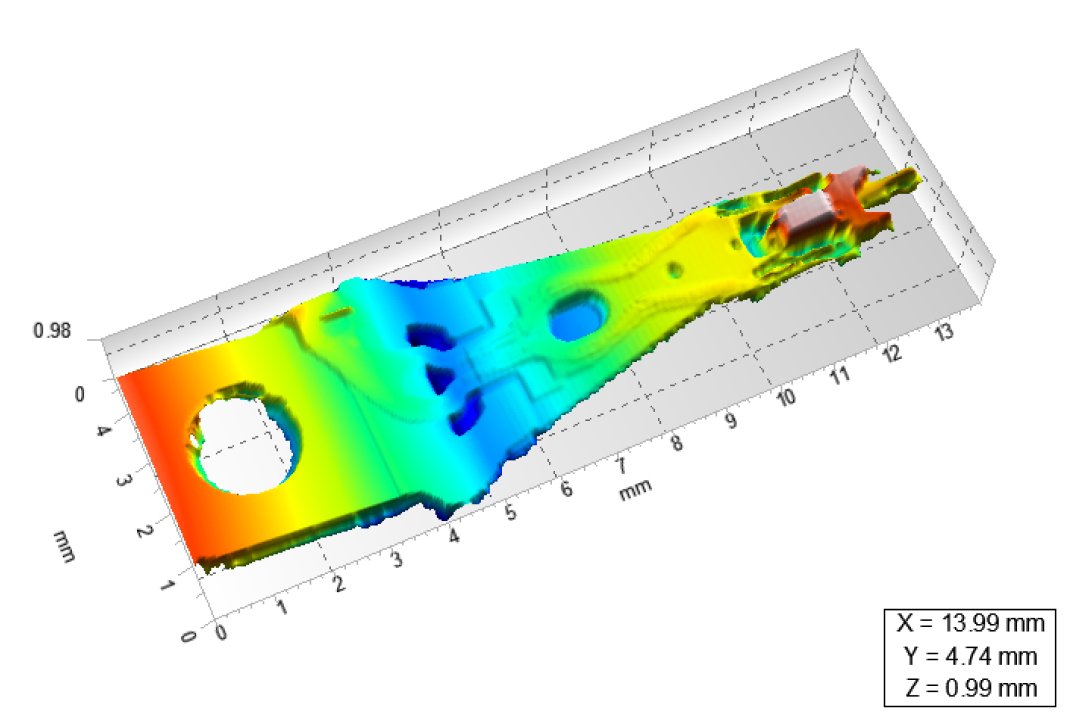
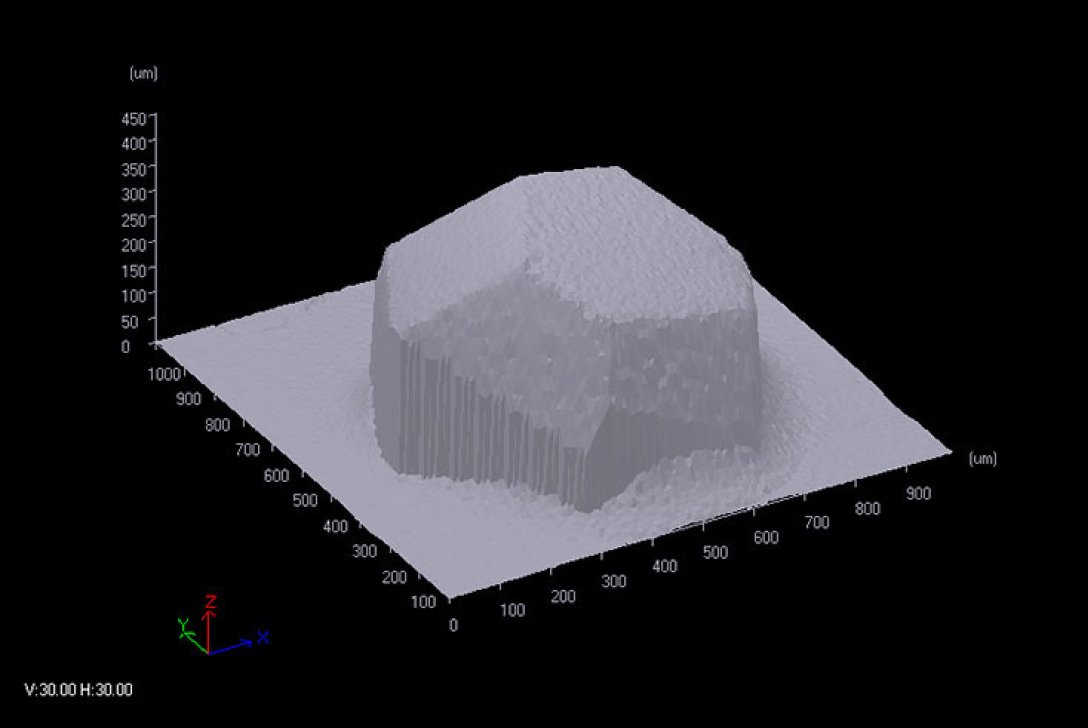
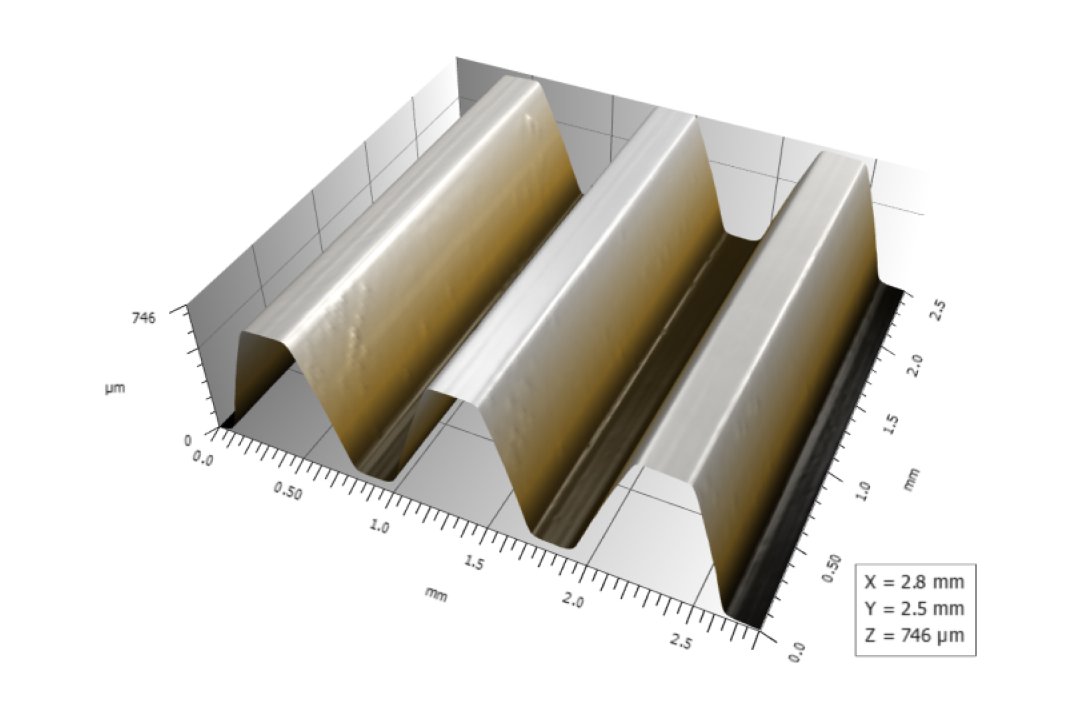
複雑形状の全周輪郭
測定例:精密金型パンチ
測定者の悩み
接触式では測れない。切断すると変形する
MLP-3が解決
完全非接触の測定方法であるため、測定時のワークの変形やキズが発生しません。
測定後に再度サンプルを使用しての製品寿命の評価も可能です。
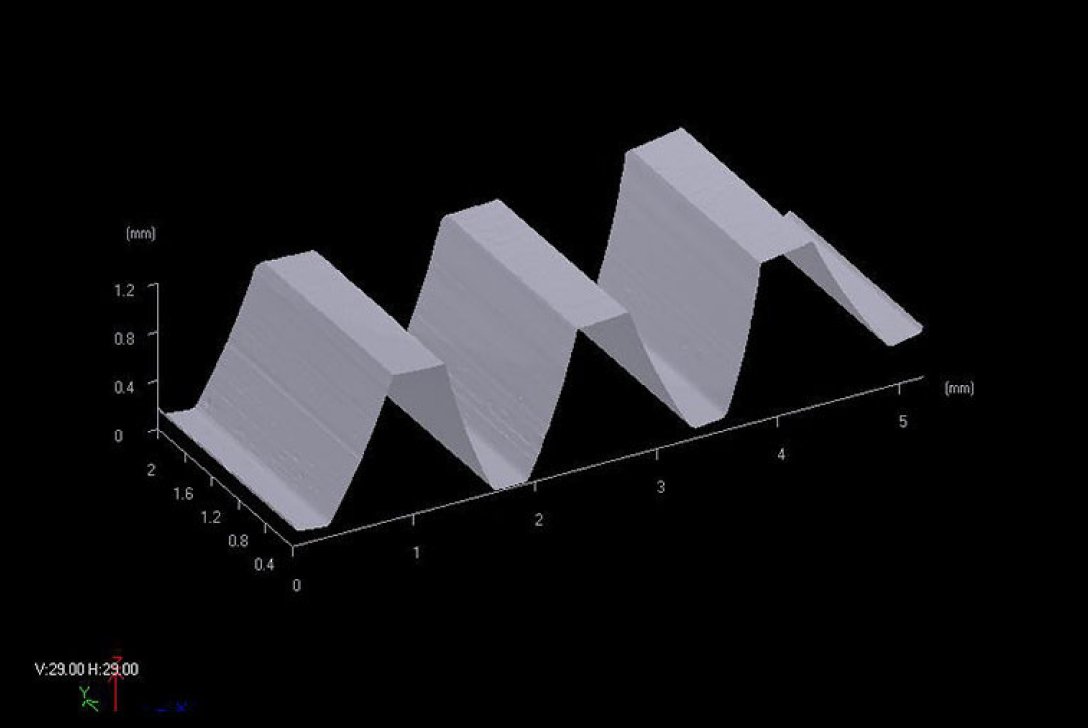
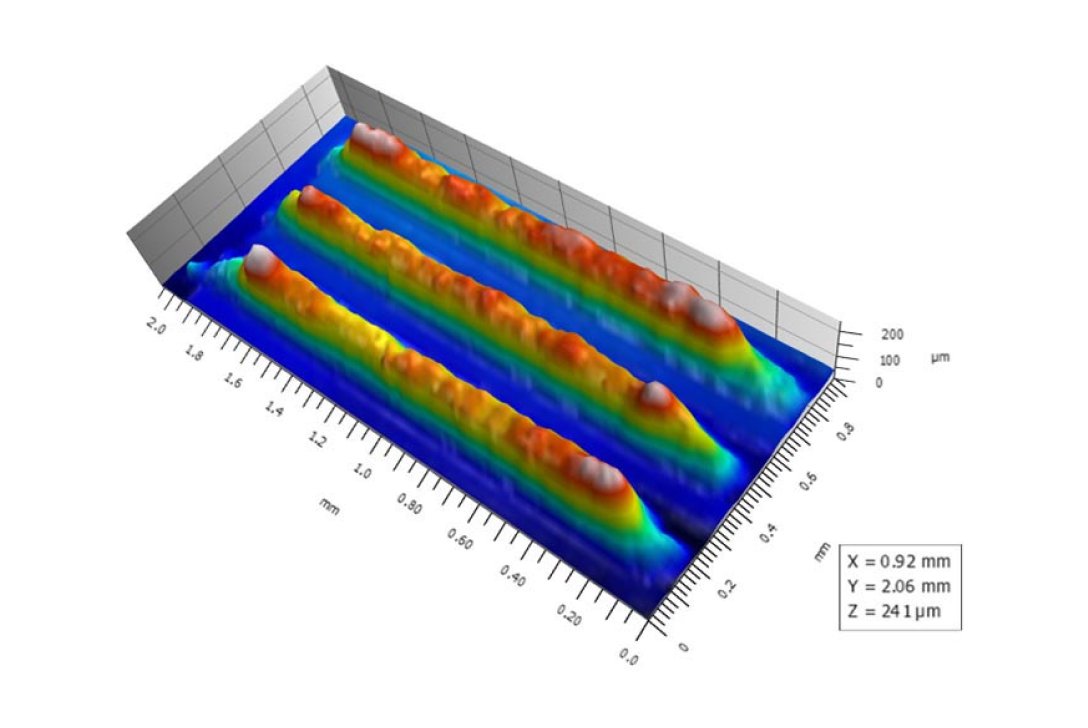
柔らかいワーク、接触不可のワーク
測定例:ゴムブレード
測定者の悩み
形状測定と粗さ測定で、別の測定機が必要
MLP-3が解決
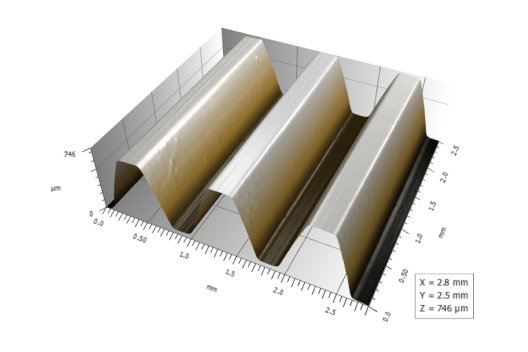
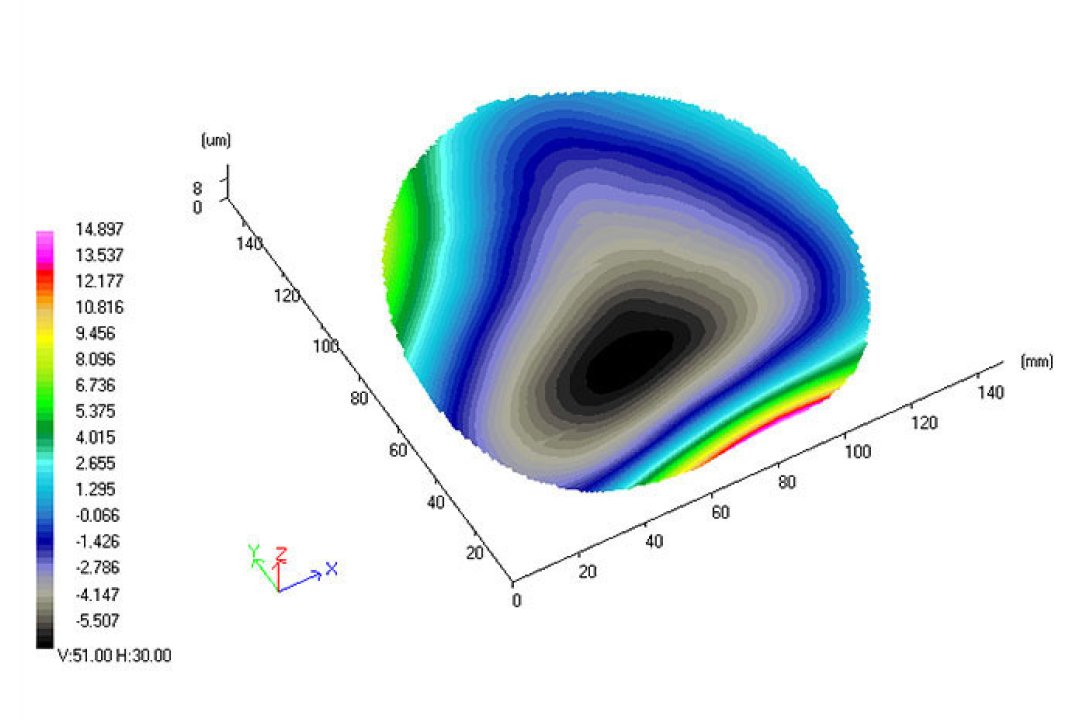
全周輪郭の測定を得意とする MLP-3 は、形状寸法の測定はもちろん、粗さ測定機としてもご使用いただけます。
三次元測定結果から寸法形状評価を行い、そのデータから形状を除去することで表面性状のみ評価することも可能です。
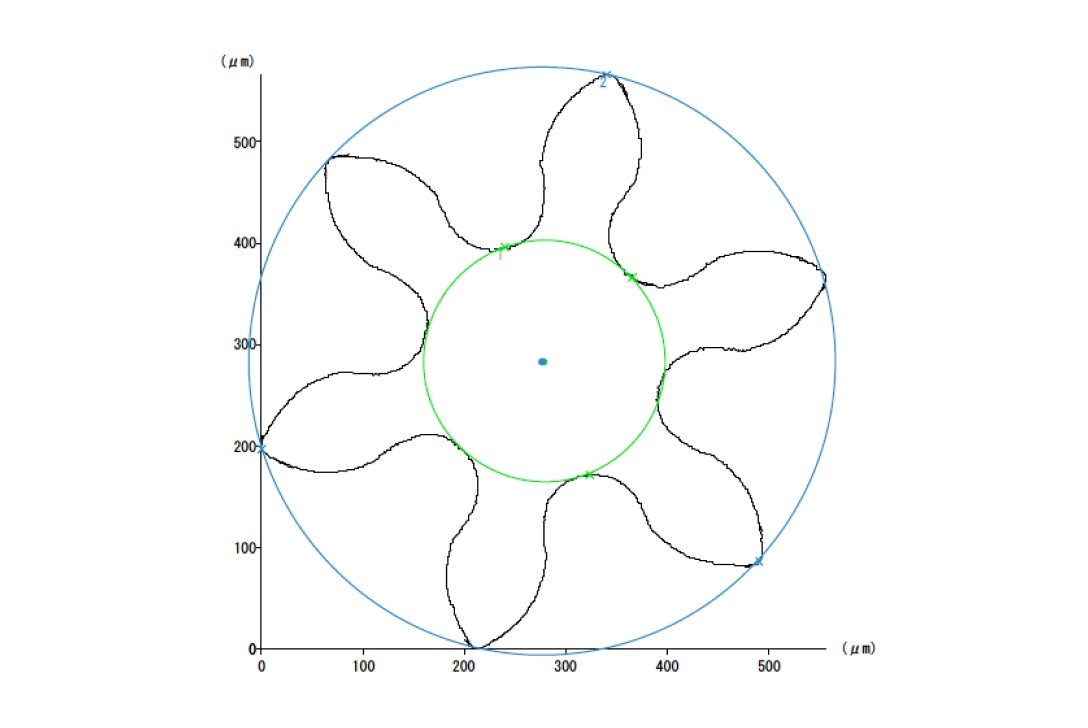
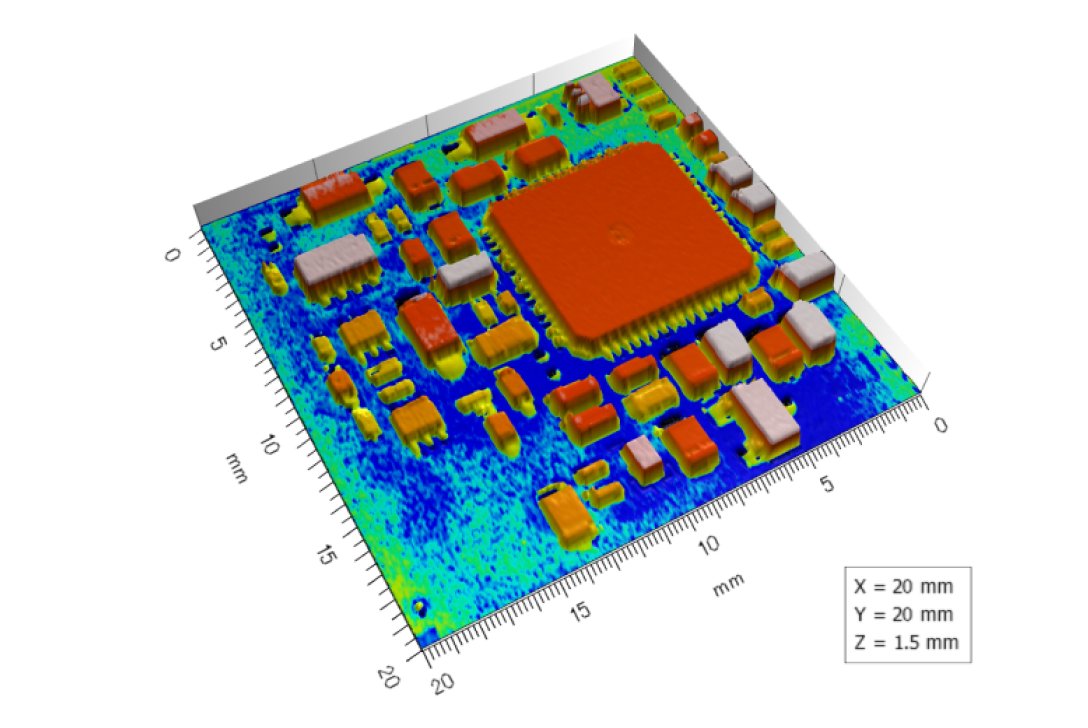
形状と表面性状の評価
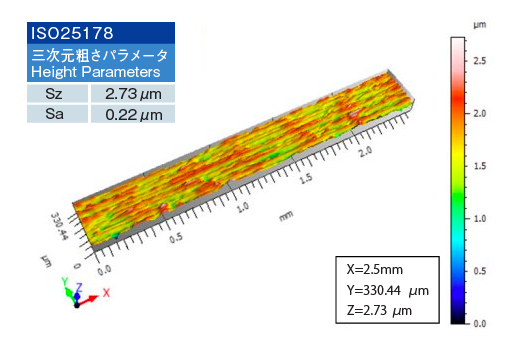
測定例 : 精密ギヤ歯面
測定者の悩み
工具の刃先と全体形状の測定ができない
MLP-3が解決
工具全体の形状評価はもちろん、刃先の詳細な測定も、MLP-3 で可能です。
エンドミル測定補助ソフト(オプション)を使用し刃先や先端を自動で検出することにより、
簡単な操作で測定が可能になると共に測定位置の違いによる値のバラつきを最小限にすることが可能です。
切削工具測定
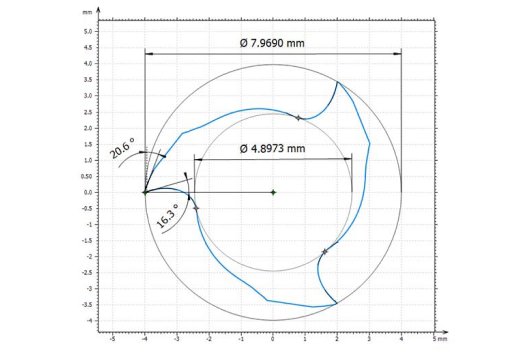
測定例:エンドミル
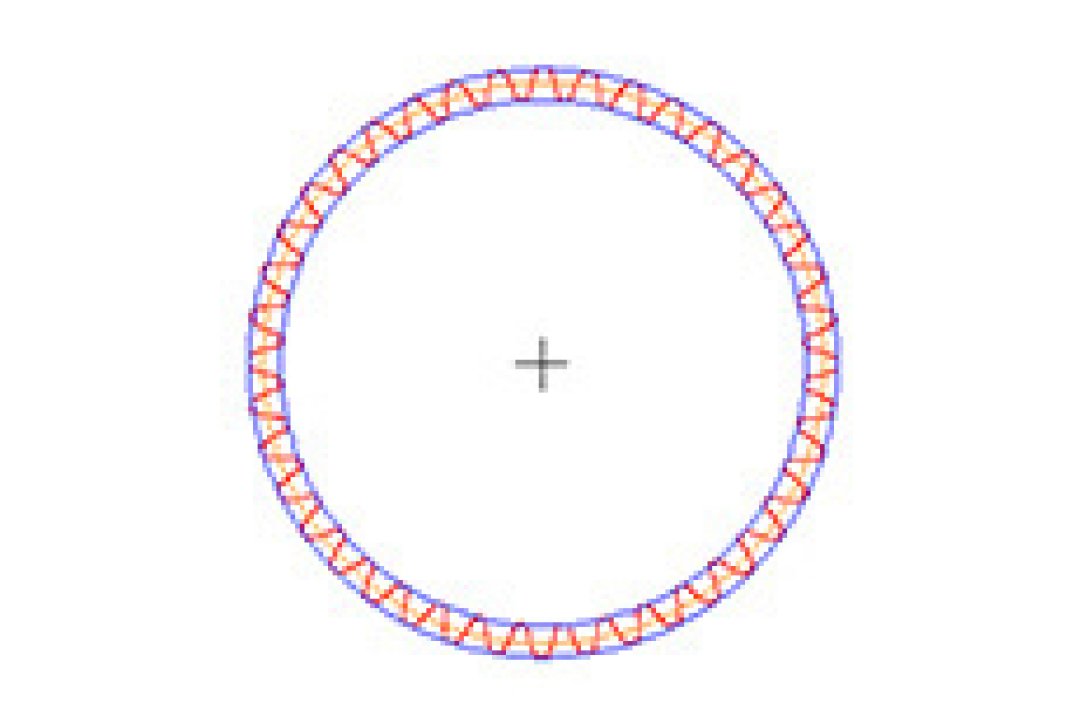
測定者の悩み
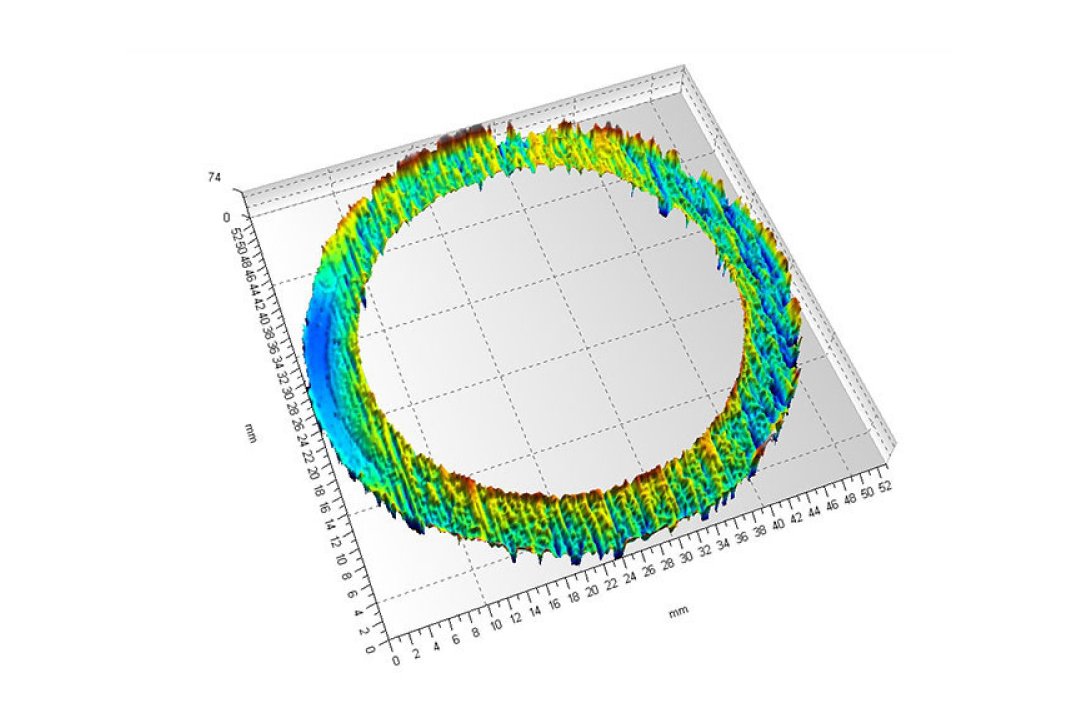
内外周の比較評価が出来ない
MLP-3が解決
MLP-3 であれば、サブミクロンの精度でワーク全体の内外周の測定が可能です。
内径測定ユニット(オプション)を使用すれば、
標準の評価ソフトウエア「MITAKA MAP」で内外周のはめあい評価やDXF データとの差分評価が可能です。
サブμm精度のワークの比較評価
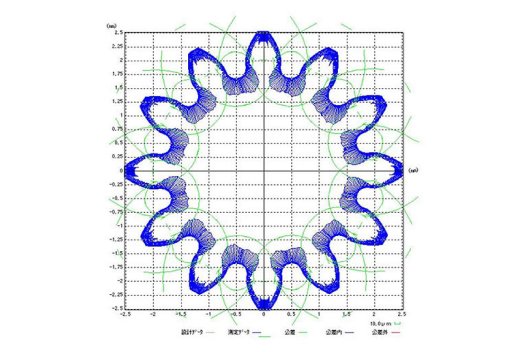
設計DXFデータとの差分評価結果
測定機能
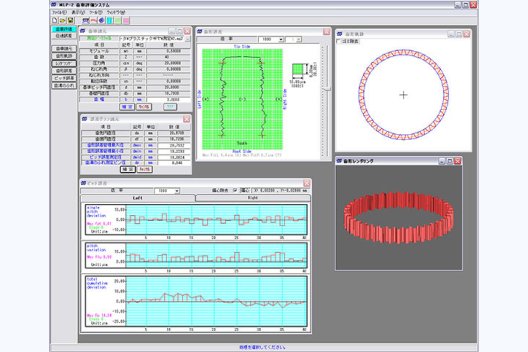
歯車測定
単結晶ダイヤモンドバイト測定
仕様
可動範囲(X, Y, Z, AF)
120 × 120 × 130 × 40mm
X-Y軸スケール分解能
0.1μm
AF軸スケール分解能
0.01μm
測定原理
ポイントオートフォーカス法 ISO-25178-605
レーザ
λ = 635nm出力 1mW以下
得意な測定例
チップバイトの刃先
3D表示、断面寸法評価、粗さ測定が可能
プラスチック歯車
反射率の低い樹脂歯車も高精度に測定
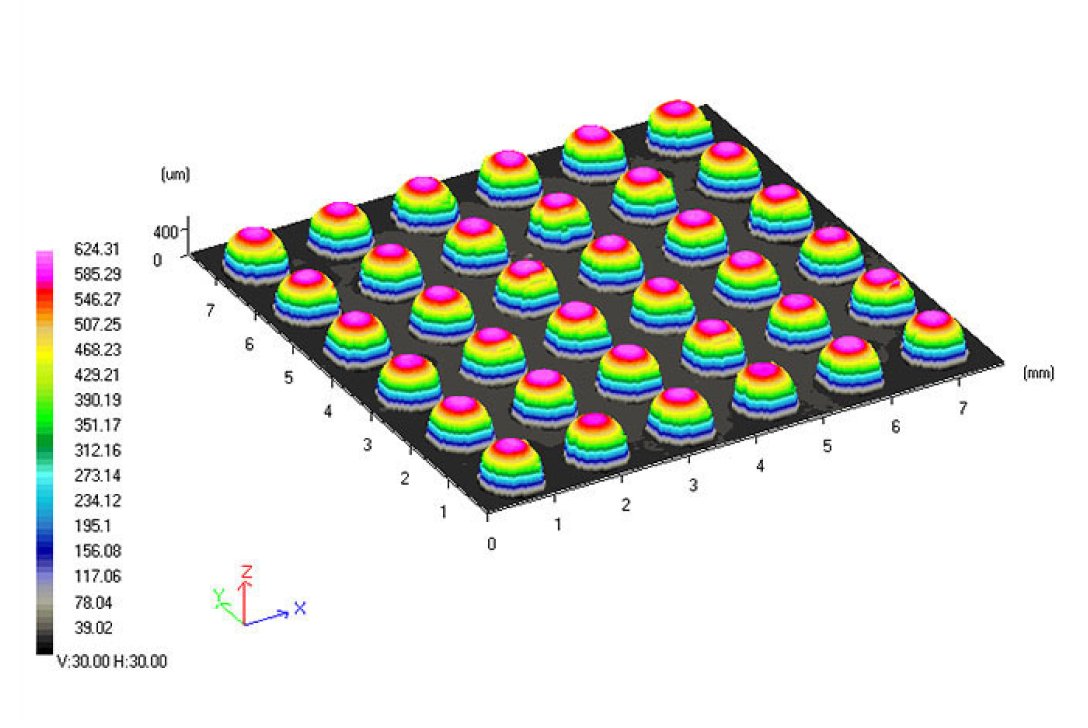
マイクロギヤ
接触式では不可能なモジュール0.1以下のマイクロギヤの測定が可能に
インターナルギヤ
オプションの内径測定ユニットを装着して、内歯歯車や内周形状測定が可能
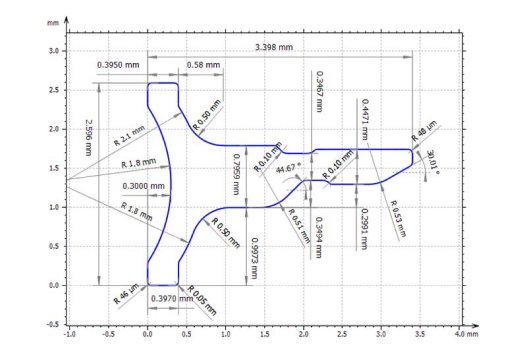
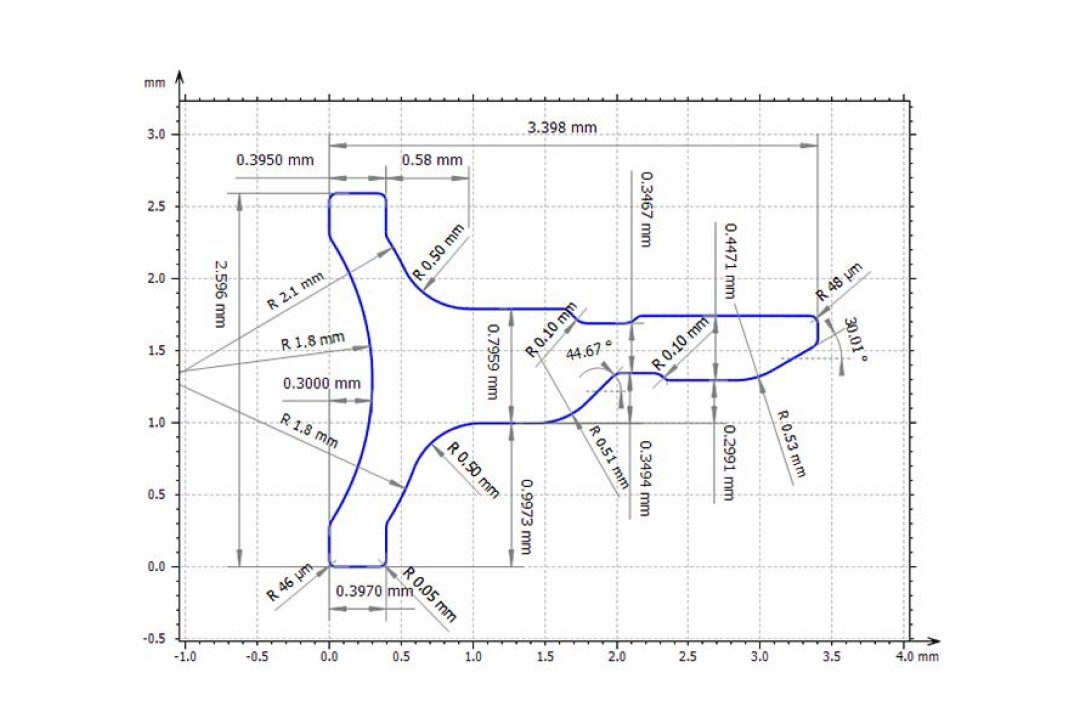
エンドミル測定
外径、すくい角、逃げ角を形状データから高精度測定
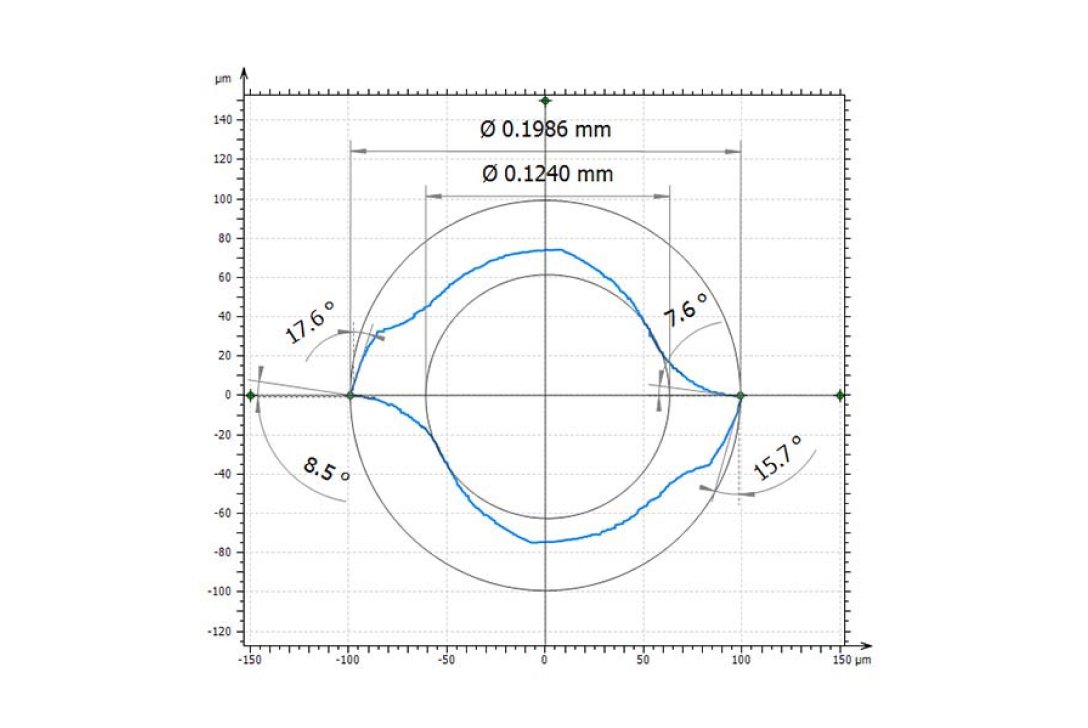
精密マイクロパンチ
職人の技に頼っていた精密パンチの測定も、誰でも簡単に
ドリル輪郭形状、刃先測定
外観検査に頼っていた工具測定も、レーザプローブで定量的かつ高精度に
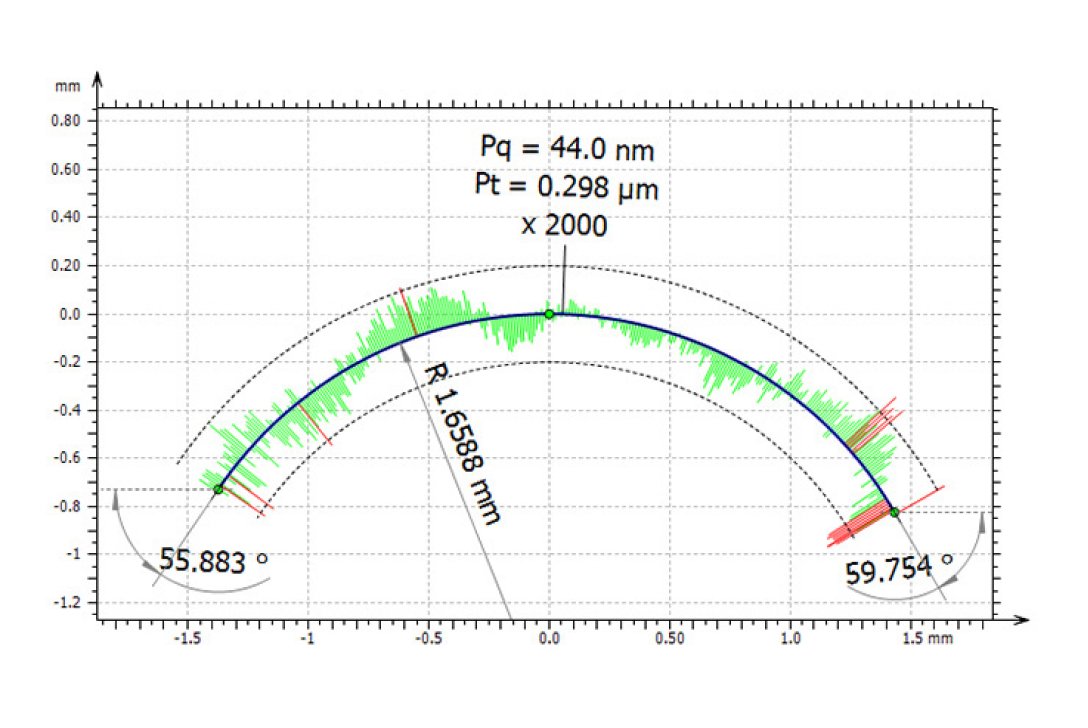
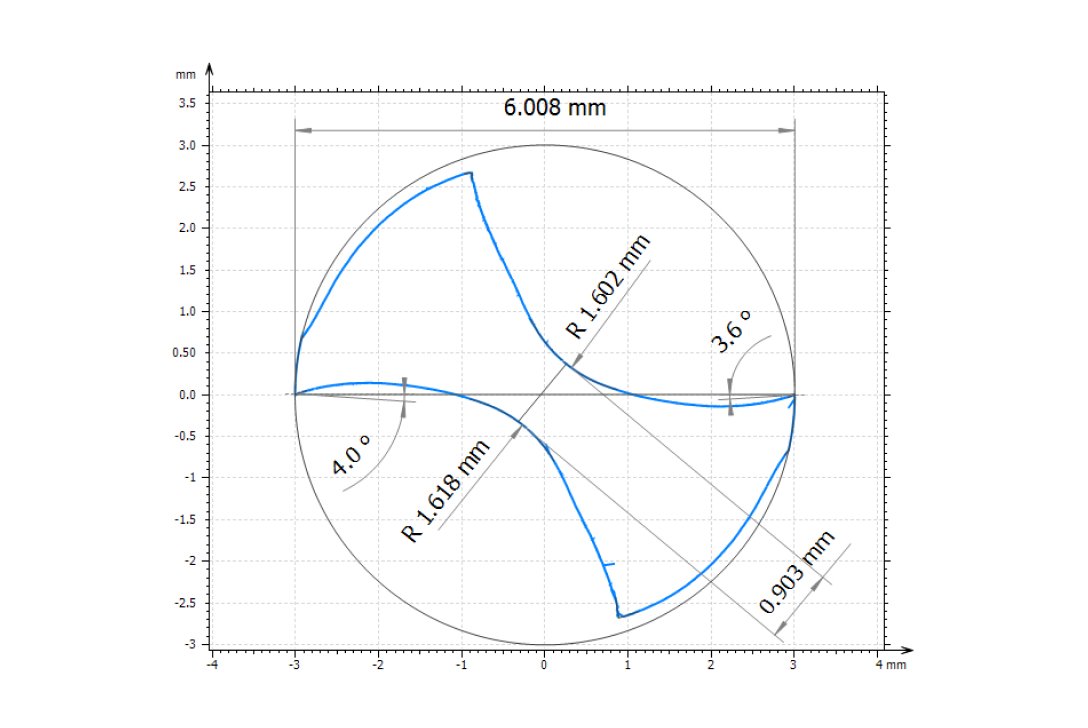
超精密加工工具(ダイヤモンドRバイト)
一般的な投影型の工具測定機では測定が困難な工具の刃先形状測定が可能
可能な測定例
製品/アフターサービスに関するご案内
“電話” “FAX” または “お問い合わせフォーム”にて受け付けております。
営業時間:9:00~17:30(土日祝除く)
- 電話
- 0422-49-1491
- FAX
- 0422-49-1117